Disc Shear Shear Quality Analysis and Adjustment Procedures, Hot Rolling Technology (87)
Among them, a is the slump shoulder (or slump angle), b is the cut layer (or called the bright band), c is the tear layer (or fracture band), and d is the burr. Under normal circumstances, the collapsed shoulder and burr are relatively small, and the cut layer and the tear layer occupy most of the shear section.
二�、 The relationship between cutting edge clearance and cutting edge quality
1. Judgment standard for trimming quality: the cut surface accounts for about 1/5 to 1/3 of the thickness of the steel plate; the boundary line between the cut surface and the tearing surface is continuous and straight; the entire shear surface is smooth, without gaps, and without large burrs .
2. The relationship between side clearance and trimming quality: The lateral clearance of the shearing edge is an important factor affecting the shearing quality of the steel plate. Setting a reasonable backlash value is the key to adjusting the disc shear clearance. From the perspective of the shear section of the steel plate, with the increase of the backlash, the proportion of the cut layer will decrease, and the collapsed shoulder and burr will basically remain unchanged. When the backlash increases to a certain extent, the reduction trend of the cut layer is no longer obvious, while the shoulder and burr will increase significantly. If the side clearance of the shearing edge is adjusted too small, it will cause serious wear of the shearing blade, overload the equipment, the proportion of the cut surface is large, and some sections will also have meat sticking or secondary shearing phenomenon; when the side clearance is too large, the crack cannot be closed. , the central part was forcibly pulled off, with serious burrs and collapsed shoulders.
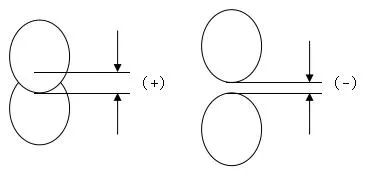
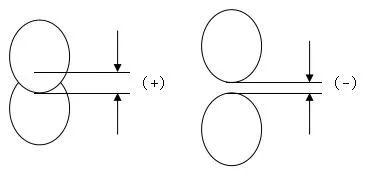
3. The relationship between overlapping amount and trimming quality: The overlapping amount of the shearing edge should be adjusted according to the thickness of the steel plate and the shearing condition. Generally speaking, when the overlapping amount is too large, the shearing force will be too large, and the edge wire will bend and cause a buckle phenomenon. ; If the overlap is too small, the steel plate may not be cut. The overlap amount mainly affects the shear force by affecting the bite angle of the steel plate. The relationship is as follows: where h is the thickness of the steel plate; D is the diameter of the disc scissors, about 980 mm; s is the overlap amount. It can be verified that when the thickness of the steel plate is 10 mm, when the overlap amount increases from -1 mm to 0 mm, the bite angle α does not change much.
Shearing blade overlap:
三��、 Steps and Precautions for Adjustment of Shearing Edge Clearance
1. Adjustment steps:
(1) After the main operator cooperates with the edge trimmer from the end of the previous roll and stops automatic operation, set the "feeding permission" to the prohibited state, so that the edge trimmer is in an adjustable state.
(2) The trimming post personnel put the trimming machine adjustment button to the allowable state, open the width locking device to the relaxed state, and then confirm the steel coil to be cut and check the task list and work list to determine the thickness of the steel plate to be cut, Width and material, prepare feeler gauge and tape measure.
(3) Wipe the iron slag on the surface of the blade, check whether the surface of the blade is smooth and whether there are gaps. If there is any abnormality, report to the superior for confirmation. If there is no abnormality, turn the disc to the smooth surface and overlap the upper and lower blades to about 5mm. .
(4) After configuring the feeler gauge, properly enlarge the lateral gap until the feeler gauge can be inserted easily, then insert the feeler gauge into the overlapping area of ??the upper and lower blades flatly, move the feeler gauge back and forth slightly and jog to reduce the gap. When it is very difficult to move back and forth, stop jogging, adjust the lateral clearance, and take out the feeler gauge.
(5) Configure the feeler gauge, reduce the overlap to an appropriate height, so that it can be adjusted from small to large, then place the feeler gauge between the upper and lower blades against the surface of the lower blade, slide the feeler gauge left and right and jog it. Increase the overlap, stop jogging when the blade touches the feeler gauge, adjust the overlap, and take out the feeler gauge. When the overlapping amount to be adjusted is a positive value, adjust the overlapping amount to an approximate position based on experience.
(6) Place the tape measure between the cutting surfaces of the two blades to measure, enlarge the width to an appropriate position, and then adjust from large to small to the desired width. After adjustment, lock the width locking device and adjust the button. put into a disabled state.
(7) Pull the plate head, when the plate head is drawn out of the trimmer for about 1m, measure whether the width of the steel plate after shearing meets the requirements of the work order, and observe whether the trimming quality meets the requirements. If it does not meet the quality requirements, according to the shearing situation, Adjust the trimmer appropriately and observe carefully until the quality requirements are met.
2. Notes:
(1) When replacing the disc scissors, be sure to clean the end face of the knife sleeve, the end face of the blade, and the end face of the pressing disc, and it is strictly forbidden to have any attachments, so as not to affect the blade gap; for the blade to be replaced, be sure to check whether the blade surface exists. defect, whether it will affect the shear quality.
(2) Check the lateral clearance of the newly replaced blade. Rotate the blade once and take four points to measure the lateral clearance of the four points. Adjust the pressing plate screw slightly according to the measurement situation to ensure that the lateral clearance of the blade is different. within 0.2mm.
(3) In order to eliminate the interference gap between the adjustment nuts when adjusting the blade clearance and width, the adjustment of the lateral clearance should be adjusted in the order from large to small, and the adjustment of the overlap should be in the order of small to large. Adjustment, the width should also be adjusted in order from large to small.
(4) If the trimming quality does not meet the requirements in the process of moving the plate, when it is necessary to fine-tune the lateral gap or width of the disc shear, be sure to stop the machine and adjust the steel plate back a little bit. It is strictly forbidden to reduce the lateral gap or adjust the width during the operation of the steel plate. , so as not to crush the knife shaft and affect the accuracy of the equipment.
(5) After the disc shear gap is fine-tuned by the belt plate, at least wait for the disc shear to cut 1-2 circles before observing the trimming situation to see if it still needs to be adjusted; after adjusting the shear width of the disc shear with the belt plate, Measure the width of the steel plate after the disc shears cut it for at least 1 circle, and confirm again whether the width meets the requirements after it has been cut for 2-4 circles.
(6) If the steel plate is dropped and the knife is applied again, be sure to confirm the trimming quality and cutting width, especially for thick plates, so as not to squeeze the blade during the knife-on-the-steel process, which will affect the trimming quality and width.
四�����、 Cutting edge clearance adjustment parameters (for reference only)
Representative material (Q235)
Side clearance: generally 5mm-8mm thick steel plate, take 13% of the plate thickness;
9mm-15mm thick steel plate, take 15% of the plate thickness;
Overlap amount: generally 5mm-8mm thick steel plate, the overlap amount is between 1.5mm ~ 0mm;
9mm-15mm thick steel plate, the overlap is between 0mm and -3mm;
|
Plate thickness(mm) |
Adjustment value |
|
Side clearance |
Amount of overlap |
|
5~6 |
0.8 |
1 |
|
7~8 |
1.05 |
0 |
|
9~10 |
1.4 |
-0.5 |
|
11~12 |
1.75 |
-1.5 |
|
13~14 |
2 |
-2 |
|
15~16 |
2.4 |
-3.5 |
|
17~18 |
2.7 |
-4.5 |




 15358968703
15358968703