Analysis and Treatment of Rolling Defects of Round Steel
1 Introduction
The round steel has strict requirements on the surface and cannot have any defects, and the surface quality control is difficult, which has always been the bottleneck of round steel production. This paper takes the hot rolled round bar of Tianjin Iron and Steel Group Co., Ltd. (referred to as Tiangang) as the research object, combined with the problems that have arisen in the rolling of round bars in recent years, discusses the causes and solutions of various defects, and summarizes the experience , to guide the production and inspection of round steel.
2 Causes and treatment methods of round steel surface defects
For a long time, various surface defects of round steel are the main factors affecting product quality, so it is very important to control the surface quality when rolling round steel. The surface of hot rolled round steel is not allowed to have rolling defects such as rolling marks, folding, warping, pockmarking, ears, shaft misalignment, scarring, wave bending, scratches, out-of-roundness, cracks and so on. This article will analyze the causes and treatment methods of various round steel surface defects.
2.1 Indentation
2.1.1 Causes
(1) Caused by the guard wheel at the entrance of K1.
(2) Surface defects of No. 8 looper pressing roll and lifting roll will also cause finished product indentation.
(3) When there are concave and convex defects in the empty roller table roller, indentation will also occur on the surface of the finished product.
2.1.2 Processing method
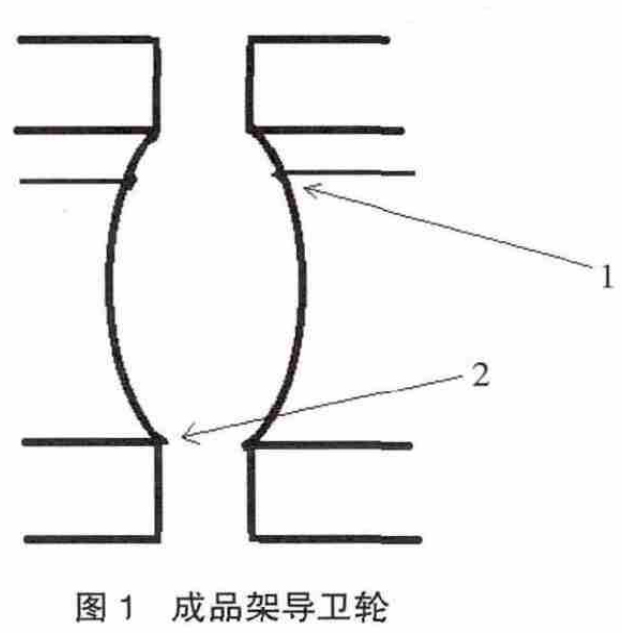
(1) First observe whether the guide wheel is evenly clamped to the rolling piece, and then observe whether there are protruding defects on the guide wheel. In addition, the material problem of the guide wheel is easy to produce protrusions at position 1 in Figure 1, burr-like edges and corners at position 2, 1. Superficial indentation of the root, 2. A pattern-shaped indentation of the root, such as Figure 2 shows. Therefore, the guide wheel cannot be clamped too tightly. In addition, the misalignment of the guide wheel is also prone to indentation.
(2) This aspect is mainly caused by the serious wear, falling blocks and bulges of the pressing roller or the lifting roller. Treatment method: If there are the above defects, it should be replaced in time. After the replacement, check the height of the sleeve. The height of the pressing roller should be uniform. Observe the height of the sleeve when passing the steel. The rolled piece should be in a soft arc shape, as shown in Figure 3. , in order to prevent serious wear of the rollers, and also improve the tension relationship between the two frames.

(3) Figure 4 shows the dimples on the surface of the round steel caused by the protrusions on the surface of the idle roller table. This situation is special, generally periodic, and mostly occurs on newly replaced rollers and roller tables that use electric welding (there are welding slag, self-contained burrs or bump defects on the rollers). If there is this problem, focus on checking the newly replaced roller table and the roller table using electric welding. At the same time, when replacing the roller table, a comprehensive inspection of the new roller should be carried out. If the roller is defective, it should be replaced in time.

2.2 Folding
2.2.1 Causes
(1) The upstream sorties have ears.
(2) The rolled piece has indentation in the upstream sortie.
(3) Steel pouring in upstream sorties.
(4) The edges of the rolling grooves of the second and fourth rolling mills are severely worn.
(5) Passing through the roller table will cause serious scratches to the rolled piece.
(6) There are individual sorties with shaft misalignment, etc.
2.2.2 Processing method
(1) Eliminate the ears of a sortie. Rolling round steel must ensure that no ears are produced in each sortie. This is the top priority and the premise of rolling round steel. Ears are prone to folds. Secondly, the wear of the ear to the rolling groove is also quite serious, which increases the number of replacements of the rolling groove. If the finished product K1 is upstream of the K2 material type with ears, the finished rolling groove will age quickly; if the ear bites in the middle of the pass If there is an angle when entering, the finished product will be folded. Even if there is no angle bite, the finished product will have a pockmarked surface after the aging of the rolling groove. Thirdly, if the ears of the finished product K1 upstream of the K2 are too large when rolling small circles, the cooling water of the rolling mill will have a great temperature drop on the ears, and cracks will occur on the surface of the steel after hot upsetting of the finished product. Especially when it comes to special steel. Therefore, referring to the pass design, combined with the actual production and the wear of the pass, reasonably allocate the reduction amount of each pass to eliminate the ears of the rolling piece; adjust or replace the guide plate and the guard plate that cause the rolling pass to be scratched, and adjust to produce inverted The inlet guide plate of steel or wire scraping pass to the appropriate position (focus on controlling 8 racks, 11 racks, 14 racks, 16 racks).
(2) Observe whether the guide wheel of the vertical rolling mill has protruding defects, and if so, replace it.
(3) The falling steel is mainly caused by the guide wheel burning or the guide wheel breaking, and the guide can be replaced.
(4) The wear of the edges of the two frames is mainly caused by the alignment of the guide guards of the two frames or the falling of the guide guards. During the rolling process, the guide guards of the two frames should be checked regularly. The wear of the edge of the four-stand rolling groove is mainly caused by the lack of cooling water, the reason of the rolling groove itself (small roll diameter is prone to this situation), the rolling groove is about to replace the tonnage and other factors, and the use of the rolling groove should be observed at any time during rolling. .
(5) It is necessary to ensure that the wheels passing through the roller table rotate.
(6) Ensure that there is no axis error in each sortie.
2.3 Lifting the skin (see Figure 5)
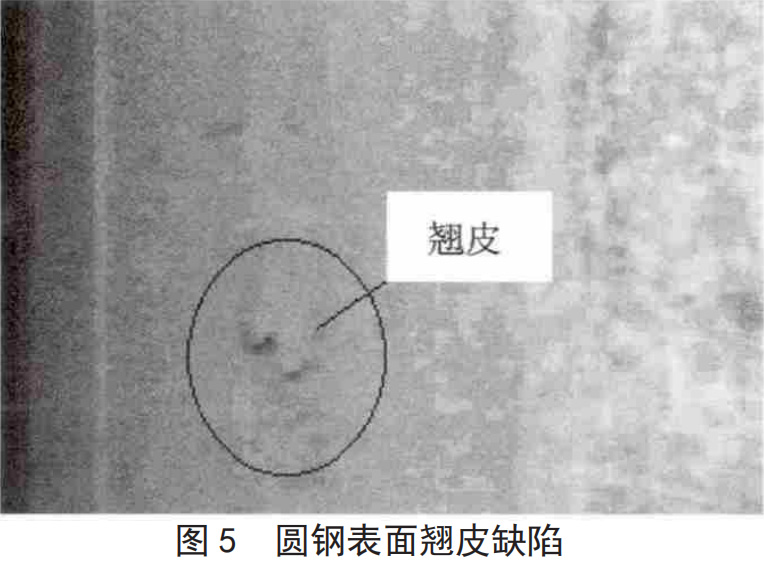
2.3.1 Causes
(1) There are steel belts entering the finished product sorties.
(2) The edge of the two-frame rolling groove is seriously worn.
(3) The hole type is broken or damaged, and the 4 "S" shaped slide plate is damaged.
2.3.2 Processing method
(1) Check whether there is wire drawing in each sortie (mainly due to the burn of the guide), and replace the guide in time.
(2) Serious wear on the edge of the rolling groove of the second frame will scratch the rolling piece, resulting in continuous and irregular small iron sheets, which will be re-rolled after the subsequent passes, resulting in warped skin. During the rolling process, the guide guard of the second frame should be adjusted Periodic inspection.
(3) Replace the pass pattern of the meat or the pass pattern crushed by the blackhead of the rolled piece (generally appear in 10, 11, 14, 16 racks).
(4) Repair or replace the damaged "S"-shaped sliding plate, and use a polisher to polish the welding scar to make it smooth, so as to prevent the "S"-shaped sliding plate from breaking or the welding scar from scratching the rolled piece.
2.4 Hemp noodles
2.4.1 Causes
The pockmarked surface is caused by the serious aging of the rolling groove.
2.4.2 Processing method
Check the usage of each rolling mill's groove, and replace those with serious aging. The reasons for the aging of the groove are generally insufficient cooling water, the roll diameter is too small, and the rated tonnage of the groove is unreasonable. Properly increasing the pressure and flow of cooling water in the rolling groove can improve the service life of the rolling groove and prevent the aging from being too fast. A reasonable rated tonnage is formulated according to the diameter of the rolls, and the regular replacement of the grooves to improve the rolling environment can effectively avoid the generation of pockmarks.
2.5 ears
2.5.1 Causes
It is caused by the overfilling of the rolling stock in the rolling groove.
2.5.2 Solution
Double-sided ears: increase the pressing amount of the K2 hole or reduce the pressing amount of the K1 hole; adjust the spacing of the K1 inlet guide pulley to the appropriate position. Single-sided ears: Adjust the centering hole type of the K1 import guide and guide wheel; replace the worn K2 hole on one side. Wavy ears: Fasten the guide box or beam imported from K1, do not use drawing steel rolling (drawing steel rolling is easy to shake), use the looper to eliminate the tension between the two frames, and prevent the shaking between K1~K2.
2.6 Axis misalignment
2.6.1 Causes
It is mainly caused by the wrong roll of the K1 itself or the loose steel at the entrance of the K1.
2.6.2 Solution
Adjust the staggered roll of K1, and use the sample rod to adjust the opening of the K1 entrance guide.
2.7 Scar
Generally, it only appears at the end, and this defect is easy to occur if the SH1 end is not cut cleanly. According to the actual situation of the blank, adjust the length of the head and tail of SH1 to cut off the defects of the blank.
2.8 Wave bend
Wave bending is the periodic bending of round steel in the longitudinal direction. This defect is found in Φ50 mm and below. The reasons for the different specifications are different.
Tiangang does not use loopers for rolling Φ35~Φ40 mm, so the K2~K1 tension is greatly affected by the steel temperature. The plastic deformation is affected by the temperature, and a large tension is generated between K2 and K1, which makes the rolling piece seriously shake, so a wave bend occurs in the finished product. Solution: temperature-controlled rolling should be carried out on the heating to standardize the tapping temperature. Tiangang uses loopers for rolling Φ16~Φ32 mm, so the tension of K2~K1 is greatly affected by the loopers. The high or low looper will cause the rolling stock to shake. Solution: The operator of the main console and the online steel rolling worker coordinate with each other to adjust the looper amount until the amount of looper is adjusted to a soft arc shape (see Figure 3), and the tension is eliminated so that the rolling piece does not shake.
2.9 Scratches
Scratches mainly appear in round steel with a diameter of Φ25 mm or more. Tiangang has a long distance from the finished bar wire rack to the cooling bed, and there are many drive rollers, so the rolling piece is easy to deviate in the roller table and be scratched by the contact with the roller table wall. To control scratches, it is necessary to ensure that each roller in the roller table cannot be locked, and at the same time, anti-scratch side rollers or large V-shaped rollers should be installed in appropriate positions.
The method of finding the scratch point: observe the running state of the rolling piece in the roller table when passing the steel, and observe whether there is any spark. If there is, mark it and deal with it immediately. The scratch points are mainly concentrated in the SH2 inlet guide groove, SH2-QTB roller table, and SH3 area, and this area should be the focus of investigation.
2.10 Out of roundness exceeding the standard
Adjust the spacing between the imported guide rollers, check the clamping condition of the guide rollers frequently, and replace the guide rollers that are severely worn or locked. Tighten the platen screws to align the hole pattern. If the hole pattern is seriously worn and cannot be adjusted, it should be replaced. The cooling water should be sufficient, and the pressing amount should be adjusted in time when the guide wheel is worn. When the steel temperature changes or the steel grade is exchanged, the reduction amount of the K1 and K2 holes should be adjusted in time. If the local size is out of tolerance, it is necessary to improve the heating quality and reduce the temperature difference between the head and the tail. Adjust the height of the looper reasonably to eliminate the tension between K1 and K2.
When rolling round steel, the out-of-roundness of the first half of the finished product exceeds the standard, and ears are easily formed at the tail. This situation is mainly caused by tension (drawing steel), which is more obvious when rolling small gauges. Treatment method: The adjuster marks the finished product and observes it. If there are ears on the tail, it means that the incoming material is too large. It is necessary to press down and adjust the K2 and above sorties until there are no ears on the tail of the finished product; then the main console is tensioned. Adjustment, if the front ovality is not good, and the main control tension adjustment is invalid at the same time, you can observe whether the looper state is in place, and coordinate up and down to adjust the looper (the front is deflated and then the loop is expanded) until it is adjusted to a soft arc. shape (as shown in Figure 3), and at the same time mark the wood mark to observe the state of the finished product until the size is qualified. Note: If the tail of the finished product is round and has no ears, it means that there is no problem with the size, and only the tension of the main control and the looper need to be adjusted, and the specific operation should be carried out according to the actual situation.
3 Conclusion
Through the analysis of the causes of surface defects of round steel in the rolling process, targeted measures and treatment methods are summarized. On the one hand, it can guide the production practice and reduce the occurrence of surface defects as much as possible; on the other hand, according to the different causes of defects , adopt different treatment plans to improve the accuracy of inspection and judgment, control the occurrence of round steel surface defects and external dimension defects, effectively improve the physical quality of round steel products, and enhance the market competitiveness of Tiangang products.




 15358968703
15358968703