
15358968703
Welcome to the official mall of Cloud rolled steel !

Production practice of reducing cost of red steel bar and rebar production line
Abstract: This paper introduces the difficulties faced by the cost control of the bar production line in the rolling mill of Honghe Iron and Steel Co., Ltd. The equipment level of the bar production line is not high, the supply of billets is insufficient, and the technical management is inefficient. Through measures such as optimization of crystallization process and functional contracting of spare parts, the technical and economic indicators of bars have been further improved, and the cost has been further reduced.
1 Introduction
Bar products are one of the important products in the iron and steel industry, among which bar products are mainly used for civil engineering construction such as houses, bridges and roads. With the reduction of domestic crude steel production, low-cost manufacturing has become a key factor in winning market competitiveness. Most companies use methods such as improving billet quality, increasing hot-transfer and hot-charging rates, and slitting and rolling to reduce production costs. Wuhan Iron and Steel Group Kunshan Iron and Steel Group Honghe Iron and Steel Co., Ltd. (referred to as Honggang) is located in a small town in southern Yunnan. The transportation cost of raw materials is higher than that of similar production lines. The equipment level of the bar production line is not high, the supply of billets is insufficient, and the technical management is inefficient. At the same time, the bar production line for the construction industry has shown a large loss, and the better companies have also entered the era of meager profits. Analyze the key controllable reasons for cost reduction, how to reduce raw material consumption and cost input, It is important to achieve low-cost production of bars.
2 Factors affecting the cost of domestic bar and rebar production lines
Straight threaded steel bars (commonly known as "bars") are mainly produced by the process route of converter → continuous casting → bar rolling mill. The molten steel is then produced through the billet casting machine to produce cast billets with better external and internal quality for rolling. In the rolling process, a "shot blasting, ultrasonic flaw detection" or "magnetic particle flaw detection and grinding" production line is set up before entering the furnace to assist the appearance inspection, improve the quality of the billet entering the furnace, and reduce the intermediate rolling loss [1]; in terms of heating, currently The billet heating furnace mostly adopts a full-beam walking furnace with double regenerative side entry and side exit, which can preheat air and gas to about 1 000 °C at the same time, and can use low calorific value fuels such as blast furnace gas [2-5]. The regenerative heating furnace has the advantages of low fuel consumption, high efficiency, high degree of automation, uniform temperature distribution in the furnace, etc. The step distance is adjustable, the temperature difference between the head and tail of the billet can be controlled at about 30 ℃, and the heating of the hot billet takes only more than 50 minutes. When the rolling temperature is reached, the oxidation burning loss of the billet can be greatly reduced, the metal yield can be improved, the intermediate metal loss can be reduced, and the production capacity can be improved. The main factors affecting the cost in the bar rolling process are the burning loss in the heating process of the billet, the cutting head and tail in the rolling process, rolling scrap, short-length scrap, and negative deviation rate control. In addition, the rolling or controlled cooling process has an impact on the composition. Control also has a certain impact on cost control.
At present, various steel mills reduce production costs by increasing material production capacity according to different equipment and production process conditions. In some enterprises, the labor cost is low, and it has also become an important measure to reduce costs [6]. Enterprises with convenient transportation conditions can significantly increase the input of advanced equipment, improve production capacity and reduce labor costs.
3 Cost reduction control measures for red steel bar and rebar
3.1 Improve the yield and reduce costs
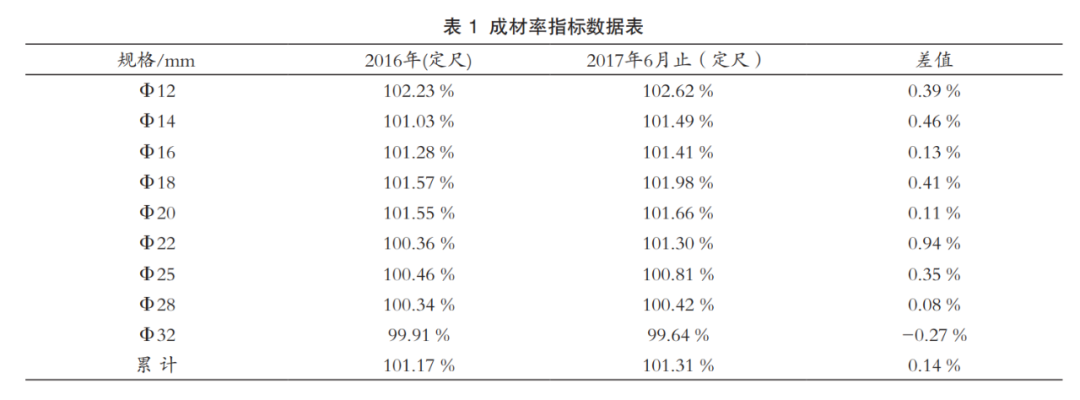
The red steel threaded steel bar production line is based on the existing production equipment and technology, and according to the L12 mm-L28 mm different specifications and product multi-scale schemes produced by the bar production line, as well as the production practice experience, the supply of blanks with fixed weight is implemented to minimize the reduction. The non-fixed length caused by the non-uniform billet weight solves the problem of difficulty in improving the yield of straight threaded steel bars, breaks through the traditional way of thinking to improve the bar yield by controlling the negative weight deviation, and realizes the control of billet weight from the traditional way of thinking. A major change in improving the yield, the incompatibility and severe cutting damage caused by the difference in billet weight have been effectively controlled, and the yield has been steadily improved. At present, 4 specifications of billets are used for rolling, and they have been finely adjusted in combination with production practice. The stability rate of special billets for special supply reaches more than 75%, which has a direct impact on the yield index of Φ12~Φ32 mm straight threaded steel bars. , for every 0.1% increase in the finished product rate, the cost per ton of steel can be reduced by 2.36 yuan. According to the total rolling of 694,300 tons of bar products in 2016, the cost can be reduced by 229,300 yuan.
3.2 Process optimization and cost reduction
3.2.1 Optimization of red steel bar production line by slit rolling technology
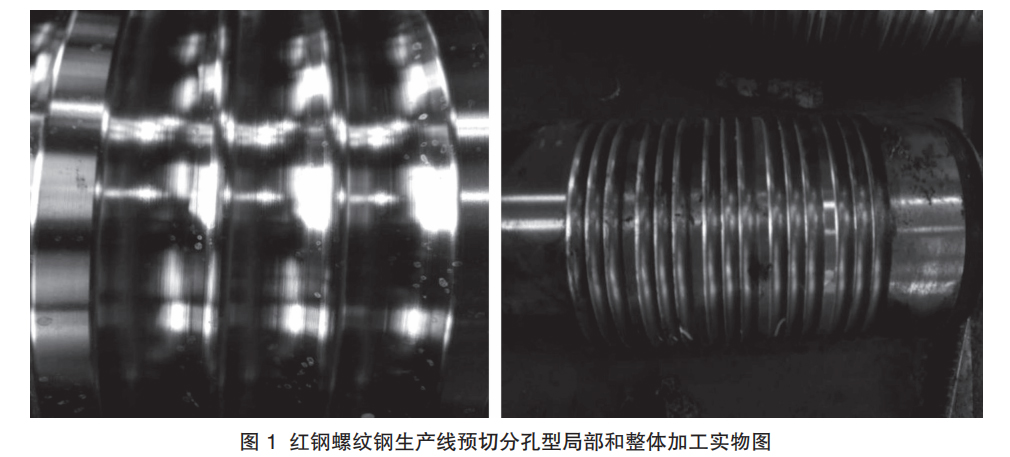
The original design is a full tandem rolling production line consisting of Φ550×3, Φ500×3, Φ400×6, Φ320×6 (three of which are horizontal and vertical convertible) high-rigidity short-stress line rolling mills. The existing main products are Φ12~Φ32 mm straight threaded steel bars, of which Φ12 and Φ14 rebars are produced by the four-cut method (Φ12 is reserved for four-cut rolling), Φ16 is three-cut and rolled, and Φ18, Φ20, and Φ22 are produced by two-cut method. Other specifications of rebar are single-rolled, and the proportion of slitting rolling is 67%. The bar products produced by slitting account for 76-86% of the product. The hourly output of the slitting rolling machine is increased from 155.51 t/h to 156.39 t/h, calculated according to the profit of 130 yuan per ton of steel, the annual profit is 919,200 yuan, which is also the amount of cost reduction. The application of the slitting rolling process has the advantages of high productivity and large output improvement. The bar slitting rolling technology is optimized and the process accidents are reduced. The rolling technology is more difficult. The bar production line optimizes the number of stands to 16 passes, reducing the use of two stands. Tracking and recording the pass processing (slicing and pre-slicing) of key passes, processing physical objects As shown in Figure 1, the dimensional accuracy of the roll pass is strictly checked, and the process of each slitting rolling is summarized. The steel accident will be gradually reduced by 20%, and the stacking tonnage will be reduced by 95.48 tons. According to the cumulative finished product in 2016 Calculated at a rate of 101.17%, the production cost is directly reduced by 386,300 yuan.
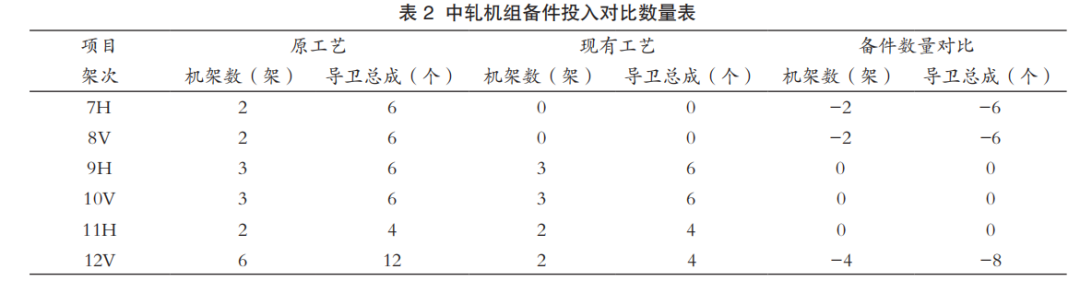
3.2.2 Coarse and medium rolling pass type and guide and guard sharing technology optimization
The rolling mill pass system adopts the elliptical-circular pass system. The red steel bar production line adopts the integrated process of bar production [7,8] in combination with the current process requirements and cost requirements, and successively organizes the application of rough rolling without groove rolling technology. At the same time, the process of 165 billet and 150 billet is shared, the input and processing volume of rolls are greatly reduced, the annual consumption of rough rolling rolls is reduced from 72 to 48, and each roll is calculated at 15,639.28 yuan, reducing the cost to 375,300 yuan. For the three different pass series of the intermediate rolling mill, the intermediate rolling pass is merged, and only the exit pass adopts two kinds of round holes, which can meet the requirements of L12, L14 four-cut technology, L16 three-cut technology, and L22 two-cut technology. In terms of technological transformation and application, the degree of process sharing has been enhanced. The high rolling speed has been reduced from 15.8 m/s to 13.5 m/s, which has improved the rolling stability. The design capacity of the bar production line is 800,000 tons, and the actual high output has reached 1 127 217.909 ton, the integrated optimization process reduces the input of spare parts, reduces the use of 2 650KW motors, reduces the electricity bill by 2.3503 million, reduces the use of 6 middle rolls, reduces the cost by 236,800 yuan, reduces the number of guide assemblies by 20, reduces the The cost is 160,000 yuan, and the annual cumulative cost reduction is 2.4771 million yuan.
3.2.3 Process optimization of controlled rolling and controlled cooling
The main content of the controlled rolling of Red Steel is to control the opening and rolling temperature of the heating furnace to meet the requirements of various specifications, the average elongation coefficient of the controlled rolling passes is about 1.25, and the split deformation passes are not less than 14 passes to control the recrystallization process. . Adding an appropriate amount of microalloying elements makes the recrystallization start temperature of the steel a lot higher, and at the same time appropriately reduces the rolling temperature, so that the effect of multi-pass deformation is superimposed, so that the recrystallization can be carried out at a larger deformation amount and a lower temperature. , to achieve the purpose of grain refinement.
The controlled cooling process after rolling changes the austenite structure before transformation, increases the nucleation position and nucleation rate of ferrite grains during the transformation from austenite to ferrite, and reduces the grain size of ferrite. , thereby refining the ferrite grains. The post-rolling controlled cooling process can further improve the strength of the steel without reducing the toughness of the rolled material. The red steel bar production line controls the matching of the rolling speed and the cooling water, the speed is not higher than 14.5 m/s, the water pressure Not less than 1.98 MPa, to achieve accelerated cooling control of the rolling stock and achieve the required opening cooling temperature, final cooling temperature and cooling rate of the rolling stock.
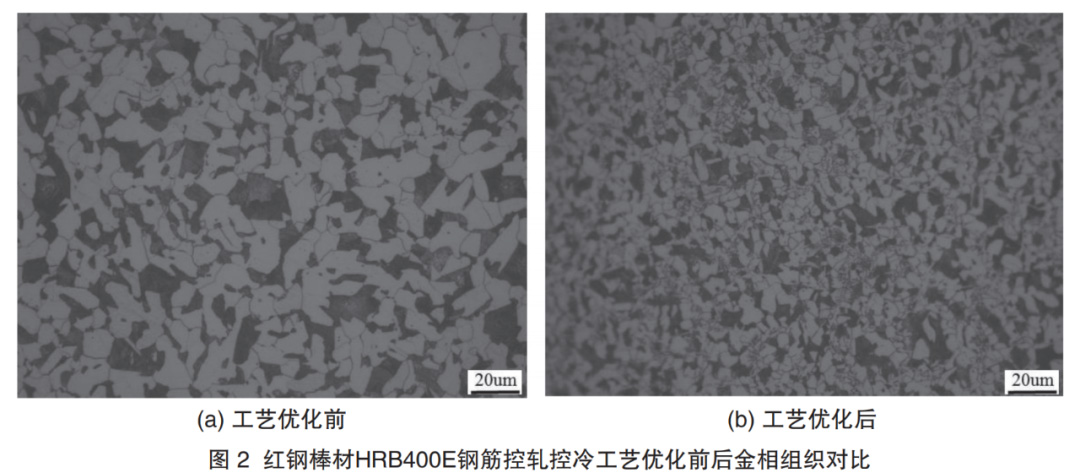
Through the optimization of the controlled cooling process, the ferrite grain size of the current Red Steel HRB400E steel bar has increased from 9.0 before the process optimization to the current 10.5 to 11.0, and obtained a steel whose microstructure and mechanical properties meet the seismic requirements. . Through the optimization of rolling and controlled cooling process, the manganese content of the red steel rebar bar blank was reduced by 0.08-0.10% year-on-year, and the cost per ton of steel was reduced by about 10 yuan. According to the calculation of the output of 694,300 tons in 2016, the cumulative cost reduction was 6.943 million yuan. Yuan.
3.3 Spare parts contracting to reduce costs
The red steel bar production line has increased the scope of contracting for projects with functional conditions and reasonably reduced production costs [6]. The rolling mill has organized and completed the functional contracting of part of the driving. The level makes up for the current shortage of personnel in the production teams before. At the same time, the bar production line carries out functional contracting for some production spare parts, such as bar flying scissors, bar 1# ~ 12# racks without groove rolling rolls, guides and other functional contracts, and implements comprehensive contracting of functional contracting and spare parts. The unit price is 10.63 yuan / ton of material, which is 4.15 yuan / ton of material lower than the consumption of 14.48 yuan / ton of material before functional contracting, which can reduce the consumption of production spare parts by more than 7.26 million yuan per year.
4 Application Results
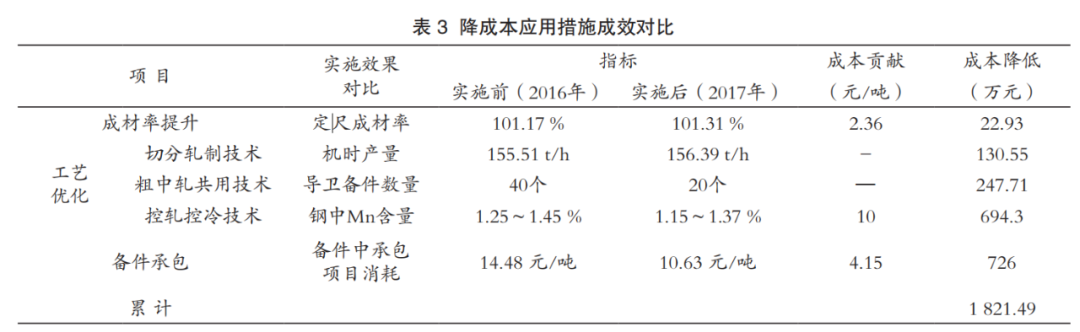
Before the implementation of various measures, the indicators of bar and rebar production lines were relatively backward compared with other production bases of Kunming Iron and Steel Co., Ltd. Through the implementation of special blank supply, the yield index increased by 0.14%, and the cost was reduced by 229,300 yuan; the implementation of process optimization reduced the cost by 10,725,600 yuan; the functional contracting of spare parts reduced the cost by 7.26 million yuan. The contribution data of various cost reduction measures to cost are shown in Table 3.
5 Conclusion
1) Through the implementation of special billet and special supply for the red steel bar and rebar production line, the stability rate has reached 75%, the comprehensive finished product rate has been increased from 101.17% to 101.31%, and the production cost has been reduced by 229,300 yuan;
2) Through process optimization, the hourly output of the red steel bar rebar machine is increased by 0.88 t/h, the number of stacking is reduced by 30.4 times, and the cost is reduced by 1.3055 million yuan; 20 guides; through the implementation of the post-rolling controlled cooling process, the Mn content in the steel is reduced by 0.08-0.10% year-on-year, and the production cost of the bar has been reduced by 10.7256 million yuan in total;
3) The red steel bar and rebar production line has reduced costs and increased efficiency by 18.2149 million yuan through three main measures: improving the yield index, process optimization and contracting with spare parts functions, and the technical and economic indicators of rolling steel have been further improved.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703