
15358968703
Welcome to the official mall of Cloud rolled steel !

Proposal and analysis of critical thickness of secondary cooling shell
Concept of critical thickness of secondary cooling
After the primary cooling of the crystallizer, the solid billet shell formed in the crystallizer is wrapped with high-temperature molten steel and enters the secondary cooling process. In order to ensure the smooth flow and cooling of the suspended billet during the secondary cooling process, the solid billet shell leaving the copper pipe of the crystallizer must have a safe thickness. For example, the thickness of the safety billet shell of 150mm billet leaving the copper pipe of the crystallizer is 8~10mm. If it is lower than this value, it is very easy to tear and remelt at the weakest part of the billet shell, Steel leakage accident occurs. The main purpose of primary cooling is to ensure that the safe thickness is reached or exceeded around the solid shell after leaving the copper tube, and there is no internal stress that can produce defects. Generally speaking, a well-designed primary cooling process can reach a thickness of 13mm even at a speed of 3m/min, and the solid shell in the copper tube is well cooled in all directions. At this time, the shell thickness is a relatively uniform value. At present, many enterprises pursue high drawing speed production, such as drawing speed of more than 5m/min. In order to maintain the integrity of the slab, more foot rollers are used. The foot roller section plays the role of primary cooling, which can also be regarded as an extension of the primary cooling process. After leaving the foot roller, the slab can reach the corresponding thickness of the containment shell and continue to be baptized by the secondary cooling process. For large section billets with very low casting speed, the thickness of solid shell of billets leaving the constraint of copper tube in the mold is often more than 25mm, so there is no need to worry about the thickness of solid shell in the primary cooling process.
In order to ensure the internal quality of the slab, it is necessary to control the generation and propagation of the internal cracks in the slab. The four walls of the slab suspended in the secondary cooling chamber should be evenly cooled. Under the action of radiation, convection and water mist particle conduction gasification heat transfer, the heat brought to the surface inside the slab is timely distributed. With the extension of time, the thickness of the solid shell is increasing. When the cooling effect of the water mist particles from the secondary cooling nozzle is separated, that is, when the secondary cooling is over, the slab only relies on radiation and convection heat transfer, That is, dry cooling, continuous cooling of the slab.
Here, a concept of critical thickness of secondary cooling shell is put forward, that is, at what point should the layout of secondary cooling nozzle end? How long does the secondary cooling spray pipe need to be arranged to ensure normal slab heat transfer? What are the factors that determine the angle of the secondary cooling nozzle? How to design secondary cooling to ensure good internal and external quality of slab, and eliminate or reduce internal cracks of slab?

Fig. 1 color temperature of section of 150mm square billet after cutting
In essence, the slab operation in the secondary cooling chamber is a process in which the solid billet shell with increasing thickness contains the downward flow of molten steel under cooling conditions. The corners of square billet and rectangular billet belong to two-dimensional heat transfer mode, and the heat transfer efficiency is higher than the middle of the billet shell. From the color temperature of the slab, it is obvious that the temperature at the corner of the slab is lower than that at the center, as shown in Figure 1. The same is true when observing the slab in the secondary cooling chamber. The heat transfer inside the slab can be regarded as the one-dimensional heat transfer mode of the solidus temperature along the solid shell. The difference between the solidus temperature and the slab surface temperature is the driving force of the conduction heat transfer. The one-dimensional conduction heat transfer heat flux formula is expressed as, where: λ Is the thermal conductivity. According to the calculation and actual data, the thermal conductivity of solid shell at high temperature is about 30~33w/m · K. Assuming that the surface temperature of the slab leaving the secondary cooling spray is about 1050 ℃, if the thickness of the solid shell is 50mm at this time, it is known that the heat flux density of the 20 steel slab is 231.6kw/m2, and the sum of the radiation and convection heat dissipation is 201.24kw/m2. At this time, the heat flux density of the solid shell has accumulated a difference of -30kw/m2, indicating that the heat transfer from the internal heat transfer to the surface of the slab has not been completely taken away, and the heat accumulation has caused the temperature rise of the solid shell. When the thickness of the shell reaches 60mm, the difference is 8.24kw/m2, which means that the heat on the surface of the slab can be completely taken away only by the radiation and convection heat transfer greater than the heat brought by the inside of the slab. The heat will not accumulate in the solid shell, and there is no solid shell temperature return condition. As we all know, excessive reheating of the slab will cause cracks in the slab. A good secondary cooling design is to ensure the internal quality of the slab. Therefore, the arrangement of the secondary cooling nozzle must make the slab reach or exceed the critical shell thickness. When the slab enters the dry cooling stage, the slab will continue to cool only under the action of radiation and convection. The 60mm shell thickness given here is the critical thickness of secondary cooling. For the corresponding casting machine radius, there is the design of the critical angle of secondary cooling. For example, a caster with a radius of 9 meters produces 150mm billets at a drawing speed of 2.8m/min, and the critical angle of secondary cooling should be 60 degrees, so as to ensure the normal heat transfer process. The secondary cooling design should follow this principle.
Calculation of critical shell thickness
See Formula 1 for heat flux QC of solid shell conduction heat transfer.

Here, W is the thermal conductivity, h is the thickness of solid shell, tsold and tsurface are the solidus temperature and slab surface temperature respectively.
See formula 2 for the heat flux density qradiation of radiant heat transfer.

there ε Is the surface radiation coefficient, σ Is Stefan Boltzmann constant with a value of 5.669 × 10-8w/ (m2k4), t is the surface temperature of the slab (absolute temperature K), T1 is the ambient temperature (absolute temperature K).
See formula 3 for convective heat transfer heat flux qconvection.

Here K is the convective heat transfer coefficient and T2 is the ambient temperature.
The critical thickness of the solid shell, that is, the heat transmitted from the inside to the outside of the casting slab can be completely carried away with the outside only by radiation and convection heat transfer. At this time, the thickness of the solid shell becomes the critical thickness of the secondary cooling solid shell:

More than ten years ago, the author produced round billets and square billets of various specifications in a steel plant. In order to achieve a good secondary cooling process, this must be studied and practiced. All steel grades produced at that time were calculated. The liquidus temperature of the steel grades was calculated by using JMatPro. See Figure 4, the solidus temperature and the thermal conductivity of the high-temperature solid billet shell. It is considered that the solidus temperature is the internal hot surface temperature of the solid billet shell. The result of this calculation is, When the slab surface temperature is 1100 ℃, the critical thickness of the secondary cooling shell is about 60mm. According to different steel grades, different liquidus and solidus two-phase zone widths and drawing speed, the correct slab surface temperature in the secondary cooling process is worked out, the critical secondary cooling thickness of the slab is calculated, and then the required secondary cooling section length is determined.
Secondary cooling section of slab with large section and low casting speed
For particularly large billets, due to the low casting speed and the cooling of the foot roll section, the rest of the secondary cooling section is often not required, or only a very short secondary cooling section is required, so as not to over cool the billets. As long as the balance of heat transfer and heat dissipation is achieved, the secondary cooling spray arrangement can be ended, and the heat dissipation can only rely on radiation heat transfer. If the basic radius of the caster is too large and the casting speed is very low, the cooling of the water nozzle must be stopped after the solid shell reaches the critical thickness. If necessary, thermal insulation measures should be taken before entering the secondary cooling chamber before the tension leveler to prevent the too low slab surface temperature from entering the weaving area. Fig. 2 shows that there is only one stage of secondary cooling for large section rectangular billet.

Fig. 2 350x450mm rectangular billet only has foot roll section cooling and secondary cooling section I cooling
For example, the solidification coefficient is k=20, the casting speed is v=0.2m/min, and the critical shell thickness of secondary cooling is 60mm. Therefore, only 1.8m cooling distance is required to eliminate the need for secondary cooling water spray cooling. Generally, the length of crystallizer copper pipe is 800mm, and 700mm can be used effectively. The foot roll section is estimated to be 300~500mm, and the second cooling section is only about 1m. Then the slab does not need to be baptized by water, so as to mitigate and reduce the heat emission of the slab as far as possible, and keep the surface grains of the slab in the state of austenite into the straightening deformation.
Secondary cooling section of ultra-high casting speed billet caster
The drawing speed of modern ordinary carbon steel billets is getting higher and higher. Foreign steel equipment manufacturers publicize that their ultra-high drawing speed billets can reach the normal production speed of more than 6m/min and achieve good benefits. Let's wait and see. The arrangement of the secondary cooling section of the ultra-high casting speed billet must be long. The 150mm billet is produced at a casting speed of 6m/min. If the critical thickness of the secondary cooling section is to reach 60mm, the length of the entire cooling section must reach more than 20m before the arrangement of the secondary cooling nozzle can be removed. In this way, the secondary cooling section of the ultra-high casting speed caster must be arranged with a large radius basic radius. For example, the caster with a radius of r12m has an arc length of about 19m, The secondary cooling arc can be arranged with a length of about 15m to provide sufficient secondary cooling for the high-speed moving slab. Figure 3 shows the secondary cooling section 2 and section 3 of the high speed casting machine.

Fig. 3 secondary cooling section 2 and section 3 of high drawing speed small square billet caster
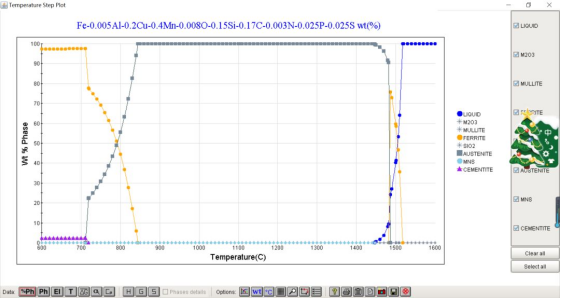
Figure 4 Q235 phase change temperature calculated by JMatPro software
According to the calculation of the commonly used Q235 steel, the liquidus temperature of the steel is 1513 ℃, and the solidus temperature is 1460 ℃, as shown in Figure 4. When the slab surface temperature in the secondary cooling chamber is 1130 ℃, the critical shell thickness of the secondary cooling slab is 60mm. If the slab surface temperature is increased by 20 ℃, the slab surface temperature will be increased to 1150 ℃, and the critical shell thickness at this time is 55mm. Therefore, the slab surface temperature is also very high in the secondary cooling process with particularly high drawing speed, The corresponding arc length of the secondary cooling section should be reduced to achieve the balance of heat dissipation and heat transfer under the condition of limited basic radius of the continuous caster.
Production of special steel billets
Due to the use of more alloy elements, the liquidus and solidus temperatures of special steel differ greatly. For example, the liquidus temperature of bearing steel is 1455 ℃, but the solidus temperature is only 1330 ℃. Under the slab surface temperature of 1100 ℃, the driving force △ t of solid shell heat transfer is only 230 ℃; The solidus temperature of plain carbon steel Q235 is as high as 1460 ℃, △ t is 370 ℃, which shows that the heat transfer efficiency of bearing steel solid shell is 60% lower than that of plain carbon steel solid shell, and the heat transferred from the slab to the surface is greatly reduced. Compared with plain carbon steel, the secondary cooling design is a weak cooling mode. If a strong secondary cooling is adopted, once uneven cooling occurs, the slab will have various defects, such as off square rhombic transformation, Internal cracks, etc.
Due to the small driving force of heat transfer in the solid shell of high carbon steel and alloy steel structural steel slabs, the growth rate of solid shell is also relatively small. It takes a long time to reach the critical thickness of secondary cooling of slabs. In the corresponding weak cooling mode, a long secondary cooling section is required. Generally, the secondary cooling section 1, secondary cooling section 2 and secondary cooling section 3 are configured, and the arc radius of the continuous caster is also relatively large, This is one of the reasons why special steel needs a larger caster radius. At the same time, the air-water atomizing nozzle is dominant in the secondary cooling of Youte steel, as shown in Fig. 5 and Fig. 6.

Fig. 5 secondary cooling of square billet caster of Youte steel

Fig. 6 secondary cooling section II and III of round billet of special steel
Due to the relatively low casting speed of the continuous caster of Youte steel, it takes a long time to form the critical shell thickness, and the length of the secondary cooling section also needs to be extended. For the secondary cooling design of the continuous caster of Youte steel, it is necessary to calculate the critical secondary cooling length. From the author's own practice, we do not want too strong secondary cooling. As long as the shell reaches the critical secondary cooling thickness of the steel, the role of the nozzle can be stopped, Only relying on radiation heat transfer to dissipate the heat transferred from the inside of the slab can keep the slab at a high temperature, reduce and eliminate the internal cracks of the slab, so as to ensure the internal quality of the slab.
The critical secondary cooling thickness of the slab has nothing to do with the specification of the slab. As long as the solid slab shell reaches this thickness, regardless of the thickness occupied by the liquid steel inside the slab, the heat transmitted from the inside to the outside can be taken away by the radiation heat transfer, so as to achieve the balance of heat transfer and heat dissipation. For example, when 150mm billets and 165mm billets are produced at high drawing speed, the critical secondary cooling shell thickness is the same when the steel grades are the same. If the drawing speed of the two sections is the same, the length of the second cold section can also be the same.
However, many continuous casters produce a large number of steel types, from low carbon steel to high carbon steel, from high speed ordinary carbon steel to low speed special steel, from small billet to bloom, and some continuous casters use both square and round billet. Therefore, the design of secondary cooling is particularly important. Understanding the critical secondary cooling thickness of slab is helpful to optimize the design of secondary cooling process.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703