
15358968703
Welcome to the official mall of Cloud rolled steel !

Spinning machine and pinch roll
Effect of current limit amplitude adjustment of pinch roll
By adjusting the current limit amplitude of the pinch roll, the working state and clamping capacity of the pinch roll in the clamping process can be changed. The clamping force produced should be controlled to be less than the product of the screwdown force and the friction coefficient, so as to accurately match the circumferential speed of the pinch roll with the wire speed, so as to ensure good wire spinning quality.
Speed setting and technical requirements of pinch roll
The speed of pinch roll generally exceeds 3% - 5% of the outlet speed of finishing mill. It can be increased when the rolling speed is very high, but generally it should not exceed 10%. The speed setting of pinch roll is to manually input the pinch roll diameter to the computer, and then the computer calculates the speed calculation value of pinch roll according to the rolling speed and the overspeed coefficient of pinch roll, which is the reference value of pinch roll speed.
The technical requirements for pinch roll are as follows:
The setting range of nip roll gap is 0.2 ~ 2mm, which can be adjusted according to different specifications and steel grades; The working pressure of pinch roll cylinder is 0.2 ~ 0.35Mpa, which can be adjusted according to different specifications and steel grades; The installation and alignment of pinch roll guide is relatively strict. The inlet guide should be aligned with the clamping groove, and then clamped and fixed after being pushed in place. Keep a small gap between the outlet guide and the pinch roll surface and clamp it
The main causes of steel stacking accident of pinch roll spinner are as follows:
(1) The photocell detection signal in front of the pinch roll fails, making the pinch roll unable to open / close on time, resulting in steel stacking;
(2) The hole groove of pinch roll is inconsistent with the rolled specification, or the upper and lower rolls are misaligned, resulting in steel blockage and stacking;
(3) The guide is not installed correctly, the guide and roll ring are seriously worn, or there are foreign matters in the guide, resulting in steel stacking;
(4) There are foreign matters in the threading tube, the threading tube is deformed, and the threading tube is perforated or seriously worn, resulting in steel stacking;
(5) Unreasonable setting of pinch roll gap or cylinder working pressure causes steel stacking or fracture;
(6) The unreasonable speed coordination of finishing mill, pinch roll and wire spinner causes steel stacking;
(7) The tension between the finishing mill and the pinch roll is too large, resulting in breakage;
(8) Steel stacking caused by internal quality defects (smelting defects) or rolling defects (serious folding) of wire rod
The function of speed raising of pinch roll in rolling large-scale high-speed wire products
During the rolling of low-speed large-size wire rod products, due to the large size and low speed, after the tail of the rolled piece leaves the reducer and sizing machine, due to the resistance of the water-cooling section and other factors, the spinning circle at the tail of the coil will be small or twisted, unable to spin into a circle, and will remain in the spinning tube, causing an accident. Therefore, when the rolling speed is lower than about 22m/s, when the tail of the rolled piece leaves the reducer and sizing machine, the control mode of raising the speed of pinch roll and spinning machine shall be adopted to ensure that the tail of the rolled piece can finish spinning at about 22m/s with the maximum allowable acceleration under its current limit amplitude.
The main reasons for the poor looping of wire at the outlet of the spinner are as follows:
(1) The tension between rolling mills is too large, and the speed fluctuation of finishing mill and reducing sizing mill is too large;
(2) The alignment adjustment deviation of the water cooling section and the wear and corrosion of the nozzle guide cause the unstable operation of the rolled piece;
(3) Improper clamping force of pinch roll due to wear of pinch roll ring or failure of cylinder connecting rod mechanism;
(4) Deviation of the bending curve of the reeling tube, serious wear of the reeling tube, bonding of the iron oxide scale of the reeling tube, and the dynamic imbalance of the reeling tube cause the looping difference;
(5) The speed configuration of reducing sizing machine, pinch roll and spinner is improper, and the serious speed fluctuation of rolling mill causes the speed of rolled piece to be fast or slow, resulting in uneven coil size;
(6) The roller platform behind the spinner is not high enough. When the rolled piece temperature is high, the coil is too soft, and the coil will fall on the receiving platform and become elliptical or disordered.
Influence of lead coefficient of wire drawing machine on wire drawing state of coil
The change of the lead coefficient of the reeling machine will directly cause the change of the coil diameter and the deviation of the coil, which will have a certain impact on the subsequent reeling. If the spinning coefficient is too large, the diameter of the spinning coil will be smaller, and the coil will deviate to the left along the rotation direction of the spinning machine; On the contrary, the diameter of the coil is larger, and the coil is right in the direction of rotation of the spinning machine. Excessive deviation in the setting of threading coefficient will cause the coil to be instantly unbalanced and laterally erected, seriously deviate from the axis line of threading, and the coil shape is poor, or even unable to be rolled. According to different specifications and rolling speed, the lead coefficient of the spinner is generally between 2% and 10%.
Methods to avoid steel sticking of wire spinner during rolling of large-scale rolled products
In order to avoid the sticking of the wire drawing machine during the rolling of large-scale rolling stock, the control ability of the pinch roll on the tail of large-scale wire drawing must be guaranteed first, which is based on the correct setting of the pinch roll gap, pressure, lead, torque and current limit, so that the tail of the rolled piece can be spit out smoothly. Secondly, due to the small pass side pressure angle and relatively small roll gap of large-size finished products, under the basic rolling conditions, the appearance of flash ears of finished products at any time must be strictly controlled, which is the key to ensure that there is no steel sticking accident of wire spinner in the head and middle of large-size wire rod.
Main causes and solutions of vibration of spinning machine
The main causes and solutions of the vibration of the spinning machine are:
(1) If the vibration of the machine body is caused by the large fluctuation of the motor speed, the motor should be optimized or the rolling process should be optimized;
(2) If the coupling is misaligned or the bolt is loose, causing vibration, it should be re aligned, and its radial deviation should not exceed 0.1mm;
(3) If the bearing in the gearbox is damaged or the clearance is too large, causing vibration, it should be disassembled every year to check whether the bearing clearance meets the standard;
(4) The bevel gear in the gearbox is adjusted improperly, and the meshing difference causes vibration. The backlash should be 0.2 ~ 0.4mm, and the meshing surface should be greater than 20%;
(5) If vibration is caused by cracking or dynamic imbalance of the spinneret plate, regularly check whether the spinneret is cracked and whether the dynamic balance weight is lost, and conduct dynamic balance after installing the spinneret tube and spinneret disc;
(6) The gap between the threading tap, the threading disc and the shroud is out of tolerance, causing vibration. When the gap is less than 2mm, the threading tap will heat, causing friction between the threading disc and the shroud. The shroud should be polished. When the gap is greater than 4mm, it will cause steel jamming in the gap, causing damage to the threading tap and the body;
(7) Vibration caused by dynamic imbalance of the spinning pipe, nonstandard weight, material and wall thickness of the spinning pipe, nonstandard bending curve of the spinning pipe, nonstandard installation of the spinning pipe clamp, serious wear of the spinning pipe or bonding of iron oxide scale will lead to dynamic imbalance, and the spinning pipe should be replaced in time.
The function of blowing air of spinning machine
Due to the high-speed rolling of the high-speed wire rod mill, the horizontal wire drawing machine with a certain inclination (the included angle between its axis and the horizontal is 10 ° ~ 20 °) is widely used, in order to prevent the iron oxide scale from staying in the wire drawing tube and form the "notch" on the inner wall of the wire drawing tube. A high-pressure air purging nozzle is installed at the inlet end of the spinning tube, which is used to purge the spinning tube, which is conducive to reducing the wear of the spinning tube, strengthening the heat dissipation performance of the spinning tube, and extending the service life of the spinning tube. The air supply can be released before the end of the wire leaves the finishing mill or the reducing sizing mill, or the purging time can be determined by the operator, or continuous purging.
An effective way to reduce roll consumption -- repairing pinch roll by surface surfacing technology
The thin slab continuous casting and rolling production line of Han steel was put into operation on December 10, 1999. It is one of the production lines of CSP (compactstripproduction) of the world's iron and steel industry in the 1990s, which was researched and developed by the state with the introduction of German Simak company. It is one of the key projects of the ninth five year plan. As an important part of CSP production line, the normal and stable operation of pinch roll system directly affects the stable and balanced production of the whole CSP production line. In order to better ensure production and reduce costs, many key parts are in urgent need of localization, and pinch roll is one of the important ones.
Technical requirements for pinch roll
(1) High temperature resistance
The temperature borne by the pinch roll is about 550 ~ 650 ℃; The pinch roll surface is required to be resistant to high temperature and cold and heat alternation.
(2) Pressure resistance
The maximum pressure setting value of pinch roll is about 40kN; It is required that the set value of the maximum pressure on the surface of the pinch roll during online production should be no less than 10 cycles (60000 tons / cycle).
(3) Impact resistance
When the strip steel bites into the nip of the pinch roll, the instantaneous impact force is very large, and the pinch roll surface is required to withstand 500 ~ 600kN instantaneous impact without damage.
(4) Wear resistance
It is required that after the steel passing amount of pinch roll reaches 600000 tons, the wear amount in the diameter direction of roll surface shall be ≤ 35mm.
(5) Corrosion resistance
The pinch roll surface is required to be resistant to repeated erosion and cooling by high alkalinity circulating water.
(6) Conduct dynamic balance test
After the manufacturing of pinch roll is completed, the dynamic balance test must be carried out. The balance accuracy grade is required to be G6, and the dynamic balance test report must be submitted.
Determination of repair process plan
1) Structure and failure mechanism of pinch roll
Pinch roll is one of the important components of the coiling machine at the rear of CSP production line. Its function is to bite into the strip steel at the beginning of coiling, so that the head of the strip steel bends downward and smoothly enters the coiling barrel along the direction of the guide plate, and establishes the tension required for coiling operation. The upper pinch roll is a hollow roll welding structure, and the lower roll is solid; The upper and lower pinch rolls are hard wear-resistant surfaces, and the cooling method is external water cooling.
The pinch roll of hot continuous rolling bears the high-speed collision and tail flick strike of steel strip above 400 ℃, and the relative speed difference between the roll and the steel strip occurs from time to time. Therefore, the damage and failure behavior of the pinch roll is mainly wear, steel sticking and local small pieces of peeling. Among them, steel sticking is adhesive wear caused by relative speed difference.
2) Comparison and selection of surfacing repair processes
It is extremely important to choose a scientific surfacing method, which mainly considers several factors: the quality requirements of pinch roll, the metallurgical properties of base metal, the formation of wear-resistant surfacing alloy layer, process operation skills and repair cost.
(1) Wear resistant alloy welding rods are used for manual surfacing, which takes a long time to produce, and the heat preservation is not good. Pores and slag inclusions are easy to appear. With the increase of surfacing thickness, there are more welding rod heads, large waste and high cost.
(2) Using open arc welding for surfacing is not only costly, but also the hardness and wear resistance of open arc welding wire are generally low after welding, which makes it difficult to ensure the service life of pinch roll.
(3) Submerged arc surfacing with tubular flux cored wire is adopted, and the composition of flux cored wire can be adjusted according to the technical requirements of roll surface. Submerged arc surfacing has good weld bead formation, less slag inclusion, low cost, but it is prone to porosity. According to the above analysis, the tubular flux cored wire is finally used, and the submerged arc surfacing process is adopted.
3) Comparison and selection of surfacing repair materials
The surfacing materials of pinch roll should be high hardness and good plastic toughness, good abrasive wear resistance, and the roll surface is easy to produce dense and adhesive oxide film. In foreign countries, most of these surfacing materials are Cr Mo low alloy steel and Cr13 martensite ferritic stainless steel, and the hardness of surfacing layer is generally controlled at 53hrc+2hrc.
The relevant data of surfacing rollers at home and abroad are studied and compared as follows: if the special welding wire for pinch roller produced by Kobe Steel Institute of Japan or McKay company of the United States is selected, the welding flux price is high, and the requirements of various supporting equipment are relatively high, and the process method is strict. If the flux cored wire is jointly developed with domestic well-known welding material manufacturers, it is not only cheap, but also suitable for the current domestic existing equipment to operate, and the process method is simple and easy, Therefore, according to the idea of selecting welding materials and the main component data of foreign welding materials, we have studied repeatedly with Shanghai welding material manufacturers, and finally determined the composition and reasonable proportion of welding wires and fluxes after many tests.
4) Determine the repair process route
According to the welding materials and process methods, the final process route is: rough machining of pinch roll - ultrasonic flaw detection - preheating - surfacing of tubular welding wire - post weld heat treatment - finishing - surface hardness inspection of surfacing metal - ultrasonic flaw detection - dynamic balance experiment - installation and use.
Surfacing repair process
1) Preparation of roller surface
All oxides and fatigue metal layers (cold deformation on the edge) on the roller surface must be removed by appropriate methods to ensure a better surface for surfacing. If not prepared properly, pores will be caused, the dilution rate will be high, and the bonding strength between the coating and the substrate will be poor. Use mechanical cutting to remove the fatigue layer and defects formed during the use of the roller, and adjust the processing requirements according to the on-site wear conditions until all fatigue layers and local defects are removed.
2) Flaw detection
Carry out comprehensive coloring and ultrasonic flaw detection on the roller, and take corresponding measures according to the test report.
(1) Carry out ultrasonic and flaw detection on the roll neck and roll body before welding and machining to identify the repair value of the roll.
(2) Carry out flaw detection on the roll surface after turning, and check whether the fatigue layer, cracks and other defects have been completely removed (this process may be repeated), until the state of the roll before repair meets the relevant standards of flaw detection
(3) Carry out flaw detection on whether there are cracks, slag inclusions, pores and other defects in the surfacing layer; Re inspect the roll neck, check whether the roll neck is affected during the surfacing of the roll surface, issue a report, and deliver it to the user unit with the product.
3) Heat treatment
According to the needs of preheating, intermediate and final heat treatment of pinch roll during surfacing, the heat treatment furnace should meet the requirements of large roll heat treatment process in terms of furnace volume, heat treatment power and temperature control.
(1) Preheat
Roller preheating is a very important factor to protect the metal from cracking and deformation. Proper preheating can fully expand the roller before surfacing. In this way, after welding, the deformation and stress between the welding layer and the substrate are minimized, and the design preheating temperature is 400 ℃ and the insulation is 2h.
(2) Interlayer temperature control
During surfacing, the roller shall be heated and insulated with oxyacetylene flame or electric heating plate, and the interlayer temperature shall be controlled within the range of 280 ~ 300 ℃.
(3) Tempering after welding
After surfacing, the roll body is heated to 560 ℃ and cooled to room temperature with the furnace after holding for a period of time. After tempering treatment, eliminate the internal stress caused by welding.
(4) Submerged arc surfacing
In order to restore the size of the roll body and the corresponding mechanical properties, surfacing is the key process that most directly affects the material, size, shape and internal quality of the roll in the whole pinch roll repair process. By using two MZ-1000 submerged arc welding machines and large welding rotary tires, the continuous welding can last for 7-8 days (24h a day), saving 2-2.5t surfacing materials.
During the surfacing process, strengthen the on-site inspection work, and master various factors affecting the welding quality at all times through the use of measuring tools, instruments and meters, such as temperature, voltage, current, wire feeding speed and roller rotation speed, etc.
Through effective control and strict implementation of process parameters, the two submerged arc welding machines used at the same time are under almost the same working parameters to ensure the unified performance of the welding layer. By accurately calculating the amount of material, the same batch of welding wire from a certain manufacturer is used on the same roller to ensure the uniformity of material and achieve better welding effect.
4) Welding parameters
Voltage: 28 ~ 34V; Current: 500 ~ 600A; Extension length of welding wire: 28 ~ 31mm; Linear speed of roller: 500 ~ 700mm/min; Lead front distance: 50mm interlayer temperature: 280 ~ 300 ℃; Wire feeding speed: 0.2r/s; Roller deck bonding rate: 50%.
quality testing
(1) The diameter and size of the roll body were tested at six points of the roll identity, which was in line with the size of the drawing.
(2) The hardness of the roll surface is tested according to four buses a, B, C and D. the section angle between adjacent buses is 90 °, and 10 hardness values are measured on each bus. The hardness values are greater than 51hrc and less than 54hrc.
(3) The qualified flaw detection unit inspected the roll body according to the standard, and confirmed that there were no excessive defects and crack defects in the surfacing layer of the roll surface.
(4) According to the requirements of the drawing, professional manufacturers are invited to conduct weight reduction dynamic balance test on the pinch roll, reaching G16 level.
Use effect
The roll consumption has been greatly reduced, the mill output, operation rate and product quality have been improved, the pre use standard of imported rolls has been achieved, and the expected purpose before the repair of pinch rolls has been achieved. From 2004 to 2005, the company repaired four sets of pinch rolls, with a cumulative steel throughput of 2.6 million tons.
Economic benefit analysis
With the popularization and use of surfacing technology, in order to reduce the cost, all production enterprises prefer to repair the original simple replacement parts. The overall surfacing repair of pinch roll has prominent advantages in the efficiency of spare parts. The repair price is generally 25% - 35% of the price of new products. The direct economic benefits of pinch roll are shown in the table.
Table benefit calculation table
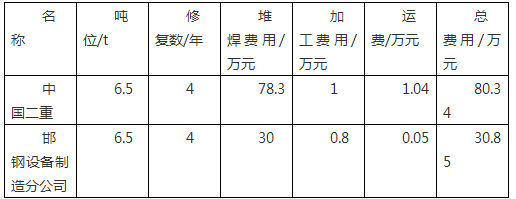
The surface surfacing technology is used to repair the pinch roll. The practice shows that the process selected for surfacing the pinch roll and the hard surfacing material are feasible and reliable; The service life of the repaired pinch roll is greatly improved to meet the production needs of the continuous rolling mill; It saves a lot of manufacturing costs, transportation costs and external funds, and has remarkable benefits.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703