
15358968703
Welcome to the official mall of Cloud rolled steel !

High liquid level immersed tundish quick change process
Abstract: tundish quick change technology is an important means to reduce the number of stop pouring and production preparation, and improve the operation rate of slab caster. The key points and technical characteristics of high liquid level immersed tundish quick change in Qian'an iron and Steel Company of Shougang are introduced, and compared with low liquid level tundish quick change technology. The results show that the high liquid level immersed tundish quick change technology has obvious advantages in tundish quick change efficiency, joint solidification uniformity, rapid accident treatment and so on, and is worth popularizing in the industry.
Key words: slab continuous casting; Tundish quick change; High liquid level immersion type; Continuous pouring
0 Introduction
The steelmaking operation Department of Shougang Co., Ltd. has four VAI arc-shaped double strand slab casters, with an annual production capacity of 8million tons of finished billets. The cast steel includes more than 400 brands in more than 20 categories, including pipeline steel, if steel, electrical steel, pressure vessel steel, container plate, etc. In order to further improve the number of continuous casting furnaces and the continuous casting capacity of different steel grades, the company has continuously optimized the tundish rapid change process in combination with the characteristics of slab caster and supporting equipment. From low liquid level tundish quick change technology to high liquid level immersed tundish quick change technology, which greatly improves the efficiency and success rate of quick change.
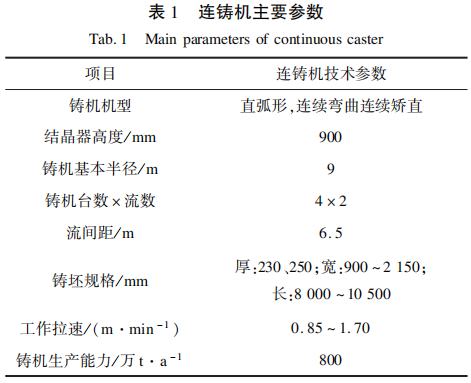
1 technical parameters of continuous caster
The main technical parameters of continuous caster are shown in Table 1.
2 tundish quick change process
2.1 low level tundish quick change technology
Low level tundish quick change refers to that in the process of quick change, after the stopper is closed, the tailstock is pulled to 550mm away from the upper opening of the crystallizer at a speed of 0.1m/min, and the vibration of the tension leveler and crystallizer is stopped. After the new ladle is in place, the tundish weighing rises to 20t, and the tundish quick change is completed, as shown in Figure 1 (a).
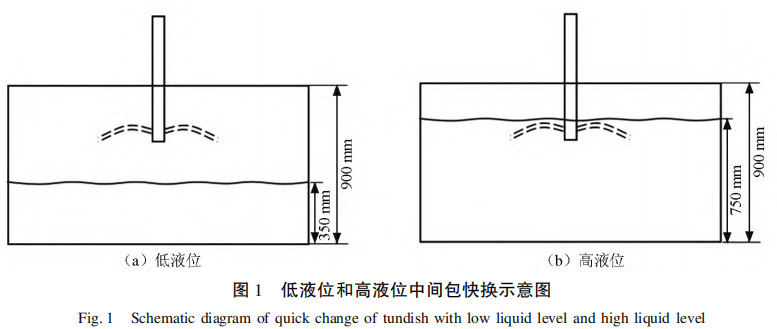
At the start of pouring, the liquid level of the crystallizer is 550mm away from the upper opening of the crystallizer, and the side hole of the immersion nozzle is not immersed below the liquid level of the crystallizer, which is equivalent to the secondary start-up operation with the slab in the crystallizer as the dummy head. At present, most domestic enterprises adopt low liquid level tundish quick change technology.
2.2 high liquid level immersed tundish quick change technology
High liquid level immersed tundish quick change refers to that in the process of quick change, when the liquid level of the crystallizer is controlled at 70mm away from the upper mouth, the stopper is closed, and the tension leveler crawls at the speed of 0.1m/min for 5S before stopping. When stopping, the liquid level of the crystallizer is 150mm away from the upper mouth. After the new ladle is in place, the tundish weighing rises to 10t, the pouring is started, and the tundish quick change is completed, as shown in Figure 1 (b).
When pouring is started, the liquid level of the crystallizer is 150mm away from the upper opening, and the side hole of the immersion nozzle is immersed below the liquid level of the crystallizer, that is, the tundish quick change is completed while maintaining the high liquid level in the crystallizer.
3 key points of tundish quick change technology
There are certain risks in the tundish quick change process. The poor connection during the quick change process is easy to cause the quick change failure, and even cause steel overflow, steel leakage and slab lying accidents in serious cases [1]. The key to the success of tundish quick change is fine preparation and smooth process operation.
3.1 preparation
3.1.1 new package preparation and pre alignment
The preparation of the new package mainly includes the basic work such as new package inspection, stopper installation, argon joint installation inspection, etc. After the basic ladle preparation work is completed, the new tundish needs to be pre aligned with a special centering tool to ensure that the new tundish is in the center in the inner and outer arc direction before baking. After the new tundish is in place, it can be poured directly without centering. Pre alignment operation is a key step to improve the efficiency of tundish quick change.
3.1.2 tundish and submerged nozzle baking
After the preparation of new bags is completed, bake the bags 3 hours before the quick change of medium bags to ensure that the baking temperature is greater than 1350 ℃. The submerged nozzle is baked online. Before baking, the gap between the nozzle and the baking oven is filled with residue cotton to ensure the baking effect of the nozzle [2].
3.1.3 superheat control of molten steel
Molten steel superheat before and after tundish quick change is an important factor determining the success or failure of quick change [3, 4]. For the heats before and after tundish quick change, the refining process needs to control the refining end temperature according to the upper limit in combination with the production plan. At the same time, the ladle post needs to increase the frequency of manual temperature measurement for the heats before tundish quick change to ensure that the superheat of tundish molten steel before tundish quick change is greater than 20 ℃, so as to prevent the failure of quick change due to the low superheat of molten steel before tundish quick change.
3.2 process control
3.2.1 temperature control of molten steel
Before the tundish quick change, the ladle post should manually measure the temperature of the molten steel in the tundish to ensure that the superheat of the tundish before the tundish quick change is greater than 20 ℃, so as to prevent the low freezing flow of the molten steel temperature in the late casting period, resulting in the failure of the quick change. After the quick change, the superheat of the first furnace of molten steel is controlled according to the upper limit. This is because after the quick change of the tundish, the temperature of the new ladle is only 1350 ℃. When the ladle starts pouring and the molten steel enters the tundish, due to the large temperature difference between the two, the temperature of the molten steel will drop sharply. The low temperature of the molten steel is easy to cause the failure of the spacer or pouring, resulting in the failure of the quick change of the tundish [5, 6].
3.2.2 treatment of slag strip
During the tundish quick change process, a large number of slag strips will be generated near the inner wall of the crystallizer after the creeping shutdown. The existence of large slag bars will block the slag path, prevent the liquid slag from flowing into the shell and the inner wall of the mold, increase the friction stress, affect the surface quality of the slab, and cause bonding breakout in serious cases.
Large slag bars must be picked out with a slag fishing rod, especially the slag bars on the inner and outer arcs and narrow surfaces of the crystallizer. If they cannot be picked out, they must be picked up to the middle of the crystallizer to prevent the semi solidified molten steel from catching the slag skin and causing steel leakage at the joint mark [7, 8].
3.2.3 crystallizer level control
When the high liquid level immersed tundish is quickly changed and started pouring, the post cannot see the steel flow state of the outlet hole of the nozzle. When starting pouring, the stopper is opened too large, which is easy to cause large liquid level fluctuations and involve the protective slag at the joint mark; If the stopper is opened too small, it is easy to cause slow filling of molten steel at the joint mark, uneven solidification and steel leakage. Therefore, it is very important to control the molten steel flow during the start-up process. The stopper opening must be reasonably controlled to make the steel flow evenly into the mold.
3.2.4 skill proficiency and timing of quick change
High liquid level immersed tundish quick change has certain risks, which is mainly manifested in the fact that the steel flow state of the nozzle spitting hole cannot be seen when the pouring is started. It is necessary for operators at all posts to fully complete the preparatory work, master various operating skills, and accurately grasp the time node in the quick change process. Through many tundish quick change practices, we can summarize experience and further optimize the operation, so as to successfully complete the tundish quick change in the fastest time.
4. Technical characteristics of high liquid level immersed tundish quick change
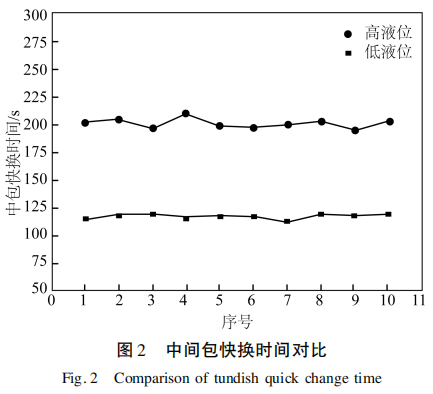
4.1 the quick change time is significantly shortened
During the quick change of high-level tundish, the ladle can be changed directly when the liquid level of the crystallizer is 150mm away from the upper opening. Compared with the quick change of low-level tundish, the process of pulling the shell to the low level of the crystallizer at low speed is omitted, and the tension leveler can be started immediately after the tundish is poured. Figure 2 compares the quick change time of the two tundish quick change methods. It can be seen that the average quick change time of high-level tundish is 117s, the average quick change time of low-level tundish is 201s, and the quick change time of high-level tundish is shortened by 84s.
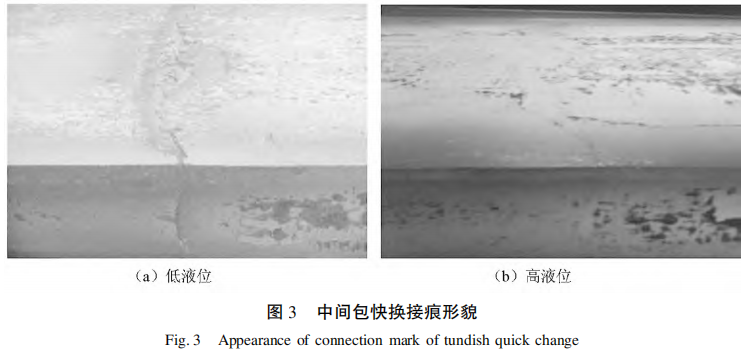
4.2 the joint mark is uniform, and the risk of steel leakage is small
The steel leakage of the joint mark mainly occurs at the joint mark position of the water change nozzle and the tundish quick change [9]. From the appearance of the joint mark in Figure 3, the solidification of the joint mark position is more uniform when the high liquid level tundish is used for quick change. This is due to the short creeping shutdown time in the rapid change process of the high liquid level tundish, the small solidification shrinkage of the billet shell, and the immersion of the nozzle below the liquid level when the tundish is opened, which reduces the liquid level fluctuation and the involvement of the protective slag, and the solidification of the joint mark position of the joint mark billet is uniform. However, the rapid change time of low liquid level tundish is long, the billet shell in the mold shrinks seriously, the steel flow impacts the liquid level after pouring, and the liquid level fluctuates greatly. When the liquid level rises, part of the protective slag is captured, resulting in uneven filling of molten steel at the joint mark on the large and narrow sides of the slab, resulting in joint mark leakage [10].
4.3 convenient emergency stop pouring
In case of emergency accidents such as non self opening of ladle and low-temperature freezing flow during tundish quick change, the molten steel level in the crystallizer is at a high level under the condition of high liquid level tundish quick change, which is convenient for the steel caster to quickly scoop up slag and cap, and reduce the risk of slab stagnation and lying.
4.4 increased risk of mold steel overflow
Because the molten steel level in the mold is only 50 mm lower than the normal pouring steel level during the quick change process, and the side hole of the nozzle is immersed below the liquid level to start pouring, the steel caster cannot see the steel flow in the side hole during the pouring process. Once the tundish spacer or stopper is opened too large, the molten steel will instantly fill the mold, causing a steel overflow accident. Although this kind of quick change has the risk of mold steel overflow, it can be avoided by fine operation and improving the quality of refractories.
5 application effect
At present, the high liquid level immersion tundish quick change technology has been mature and applied in four continuous casters of Shougang Co., Ltd., and set a record of 508 continuous casting furnaces at the end of 2019. In 2020, the monthly average number of tundish quick changes is 60, which greatly reduces the preparation time for stopping pouring and improves the production efficiency of the caster.
6 Conclusion
Under the industry background of high efficiency of continuous casting, tundish quick change technology can significantly improve the operation rate of caster. High liquid level immersion tundish quick change technology has obvious advantages in improving the efficiency of tundish quick change and improving the solidification uniformity of joint blank. It is of positive significance to improve the success rate of tundish quick change and reduce the risk of steel leakage of joint blank.


Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703