
15358968703
Welcome to the official mall of Cloud rolled steel !

Analysis and improvement of seam adjustment and misalignment of flat/vertical conversion mill
Abstract:Due to the particularity of the use of the flat/vertical converter, the design, manufacture and use of the rolling mill have higher requirements in the actual use of the site, if the design and manufacture are not considered, improper use, it is easy to have problems, which has a significant impact on the quality of the product. This paper introduces several problems exposed in the field use of the imported flat/vertical conversion mill in the continuous rolling line and the measures to solve these problems.
1. Structure and working principle of flat/vertical conversion mill
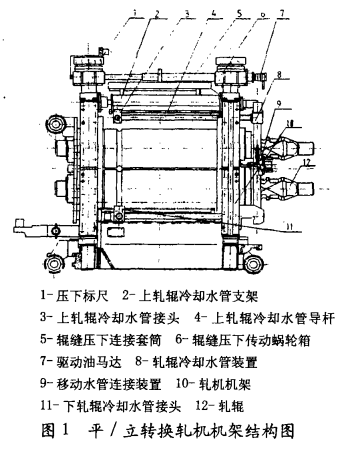
As the name suggests, the horizontal/vertical conversion mill can be used as a horizontal mill or a vertical mill can be used at 90° to meet the requirements of the continuous rolling production process for a certain mill layout. Due to the two different process layout requirements, the structure of the vertical conversion mill stand is different from that of a single flat mill and vertical mill, as shown in Figure 1.
3. Reason analysis






Gather industry trends
 15358968703
15358968703
Gather industry trends
15358968703