
15358968703
歡迎來到云軋鋼官方商城!

圓盤剪剪切質(zhì)量分析及調(diào)整步驟
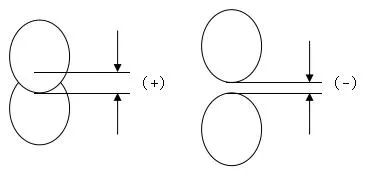
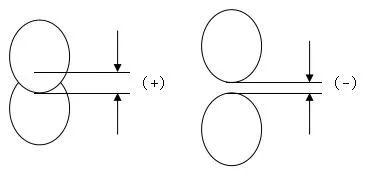
| 板厚(mm) | 調(diào)整值 | |
| 側(cè)向間隙 | 重疊量 | |
| 5~6 | 0.8 | 1 |
| 7~8 | 1.05 | 0 |
| 9~10 | 1.4 | -0.5 |
| 11~12 | 1.75 | -1.5 |
| 13~14 | 2 | -2 |
| 15~16 | 2.4 | -3.5 |
| 17~18 | 2.7 | -4.5 |


實(shí)時(shí)匯聚核
心行業(yè)動(dòng)態(tài)
 15358968703
15358968703
實(shí)時(shí)匯聚核心行業(yè)動(dòng)態(tài)
15358968703